
Pringles Type Compound Chips Line Project in UK: A Field-Proven Engineering Guide for Snack Chip Manufacturing Plants
The Pringles Type Compound Chips Line is engineered as a 14-stage continuous process transforming raw potato flakes or starch into uniform, stackable chips. Throughputs span from 100 kg per h pilot configurations up to 5000 kg per h for industrial export plants. Applying the 80/20 rule, mixing, laminating, and frying stages lock in 80 percent of final chip texture, color, and breakage resistance, driving customer acceptance and shelf-life.
This article details the full process flow, core equipment specification, automation levels, plant layout, food-safety and certification stack, as well as CapEx/ROI math specific to compound chips for technical buyers, engineering managers, and project directors in the UK and EU. You will gain field-tested benchmarks, compliance guidance, and actionable data for B2B procurement or greenfield project planning.

What Is a Pringles Type Compound Chips Line? Definition, Scope, and Output Tiers
A Pringles Type Compound Chips Line integrates a sequence of continuous-flow machines converting blended potato flake or starch dough into three main finished formats: stackable fried chips (90% of global volume), coated/seasoned chips, and vacuum-packed snack chips. The typical line combines 14 functional stages, 9-12 standalone machines, and a PLC + HMI control system for consistent quality and traceability.
Output Capacity Tiers and Typical Investment
| Tier | Throughput | Target Buyer | CapEx EXW | Footprint | Crew |
|---|---|---|---|---|---|
| Small Scale | 100-300 kg/h | Local QSR supplier | USD 110k-280k | 200-400 m2 | 6-8 |
| Mid-Range | 500-1000 kg/h | Regional brand | USD 380k-750k | 600-900 m2 | 10-14 |
| Industrial | 1500-2000 kg/h | National brand | USD 1.1M-1.8M | 1200-1800 m2 | 15-20 |
| Large Industrial | 3000+ kg/h | Export-oriented producer | USD 2.5M-5M+ | 2000-2500 m2 | 18-25 |
| Snack/Coated | 100-500 kg/h | Branded snack producer | USD 150k-600k | 300-700 m2 | 8-12 |
Raw-to-finished yield averages 48-52%. Always confirm if quoted capacity refers to raw dough input or finished chip output.
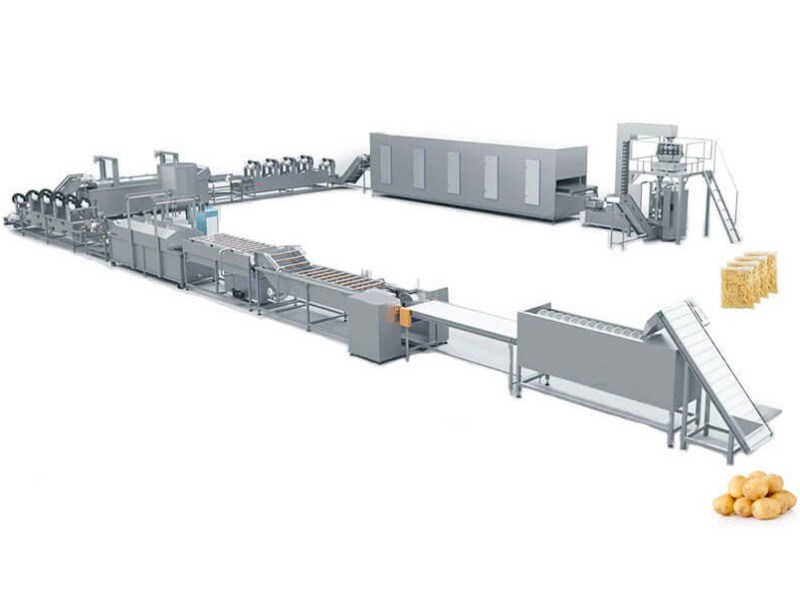
Full Process Flow of a Pringles Type Compound Chips Line
The 14-stage process is consistent across all capacities, with technology selection at each stage tailored to throughput and target product quality.
Key Operating Windows for a 1000 kg per h Frozen Line
- Dough mixing: 40-55% water, 20-25 min cycle, 0.5-1.2 kW/kg
- Laminating/sheeter: 0.8-1.5 mm sheet thickness, 40-70 m/min line speed
- Forming/cutting: rotary die, 45-60 cycles/min, 15-20% scrap return
- Pre-drying: 110-120 deg C x 3-6 min, 8-10% moisture removal
- Frying: 170-175 deg C x 9-13 sec, <8% final oil content
- De-oiling: vibratory + air-knife, <2% surface oil
- Seasoning: drum at 8-12 rpm, 3-5% seasoning ratio
- Packing: vacuum or nitrogen-flush, 300-550 bags/min
Engineering rationale: pre-drying at 110-120 deg C removes excess moisture, preventing blistering during short-time frying. Frying at 170-175 deg C for 9-13 seconds ensures even color and low acrylamide, meeting EU Regulation 2017/2158. Laminator controls thickness to +/-0.1 mm, critical for breakage resistance and uniform stacking.
For compound chips, inline seasoning drum tumbling at 8-12 rpm achieves uniform flavor coating with a 3-5% dosing ratio. Finished chips enter vacuum or nitrogen-flush packaging to extend shelf life to 8-12 months at 20 deg C. Batch changeover (e.g., flavor or shape) is completed in 30-45 minutes via modular die and drum swap, supporting SKU flexibility for contract manufacturers.
Core Equipment Breakdown of a Pringles Type Compound Chips Line
Major equipment scales in throughput, but core design logic remains: every stage must deliver consistent dough, sheet, cut, fry, and pack quality.
Mixing: Ribbon vs Paddle
Ribbon mixers (100-500 kg/batch, 7.5-18.5 kW) deliver fast, uniform hydration for lines up to 1000 kg/h. For 1500+ kg/h, paddle mixers (200-1200 kg/batch, 18.5-30 kW) achieve lower cycle times and higher dough homogeneity, with CIP spray nozzles for allergen control.
Laminating/Sheeting: Single vs Multi-Roll
Small lines use single-roller sheeters (0.8-2 mm), 100-300 kg/h. Industrial lines deploy multi-roll laminators (4-6 rolls, 0.8-1.2 mm final thickness, 60-90 m/min sheet speed) for uniformity and multi-layer texture. Scrap return system is standard above 500 kg/h.
Forming and Cutting: Rotary Die vs Inline Cutter
Rotary die cutters (400-1000 mm width) allow shape flexibility and high throughput (up to 5000 kg/h). Inline blade cutters are used for specialty shapes or dual-format lines. Die changeover in 30-45 minutes supports SKU agility.
Frying: Short-Time Continuous Fryer
- External gas heat exchanger 0.6-1.2 million kcal/h, multi-fuel (natural gas/LPG/diesel)
- Dual coarse filters 400-500 mm dia, 10-15 m3/h circulation
- Inline fine filter 60-80 L/min, 0.3-0.37 MPa, 1-2 paper filters/day
- Vertical tube oil cooler cuts post-shift cleaning time by 50-60%
- Tail scraper, side smoke hood, 5 cm aluminum-silicate insulation
This configuration extends oil life from 3-4 days to 12-15 days, saving USD 180,000-240,000 per year in palm oil cost on a 3000 kg/h line.
Seasoning and Packing
Seasoning drums (1.2-2.0 m diameter, 8-12 rpm) with volumetric dosing enable 3-5% application rates. Packing is via form-fill-seal or vacuum/nitrogen-flush, 300-550 bags/min. Metal detector and checkweigher are standard for export lines.
For small scale lines: batch ribbon mixer, single-roller sheeter, rotary die, electric fryer, and manual packer at USD 180-260k EXW, 6-8 crew. For industrial lines: paddle mixer, multi-roll laminator, rotary die, continuous gas fryer, auto packer at USD 1.1-1.6M EXW, 3-6 operator SCADA control. For coated chips: seasoning drum and vacuum packer at 80-90 kPa. For dual-format: modular die and drum quick-change.
Six Engineering Advantages Built Into Our Pringles Type Compound Chips Line
Engineering differences only reveal themselves after 12 months of continuous production. These six advantages drive real-world OpEx and quality outcomes.
1. Dual-Stage Dough Hydration with Inline CIP
Two-stage hydration ensures even water distribution and gluten development, with inline CIP for allergen and flavor changeover.
Result: Consistent stacking, 12-month shelf life, and allergen compliance for export.
2. 1.2 Million Kcal External Gas Heat Exchanger
External heat exchanger enables multi-fuel operation (natural gas, LPG, diesel) and precise temperature control.
Result: 30-40% extended fryer body life, fuel flexibility in variable gas markets.
3. Dual-Redundant Coarse Filter Plus Inline Fine Filter
Oil filtration holds TPM at 12-16% for 12-15 days, compared to 3-4 day industry average, lowering oil replacement frequency.
Result: USD 180,000-240,000 annual savings on a 3000 kg/h line.
4. Vertical Tube Oil Cooler for Post-Shift Cleaning
Reduces cleaning time by 50-60% and improves worker safety during maintenance.
Result: 200+ extra production hours per year.
5. Modular Die and Drum Quick-Change
Switch between shapes or seasoning in 30-45 minutes with clamp-on die and drum modules.
Result: Rapid SKU changeover, multi-format flexibility without re-engineering.
6. Nitrogen-Flush Packing with Inline Metal Detection
Protects chip quality and safety, meeting BRCGS Issue 9 and IFS Food export requirements.
Result: 8-12 month shelf life with sub-1% rejection rate on export audits.
Automation Levels: Manual, Semi-Automatic, and Fully Automatic
Automation strategy is often misunderstood; first-time buyers may save 25% on CapEx by under-automating, but typically give back 40% in OpEx within 18 months due to labor and downtime.
Three-Tier Comparison
| Dimension | Semi-Automatic | Mostly Automatic | Fully Automatic |
|---|---|---|---|
| Typical throughput | 100-300 kg/h | 300-1000 kg/h | 1000-5000+ kg/h |
| Operators required | 8-12 | 6-10 | 3-6 per shift |
| Control system | Local switches + relay | PLC + HMI per machine | Centralized PLC + SCADA |
| Output consistency | +/-8-12% | +/-4-6% | +/-2-3% |
| CapEx range | USD 110k-280k | USD 380k-750k | USD 1.1M-5M+ |
| OEE achievable | 55-65% | 70-78% | 82-88% |
| ROI window | 14-24 months | 18-28 months | 24-36 months |
| Best fit | Local QSR | Regional brand | Export, 24/7 ops |
The Decision Heuristic We Use With Buyers
If fully-burdened operator cost is below USD 350/month and target throughput is under 500 kg/h, semi-automatic is justified. If operator cost is USD 600/month or more, or export compliance is required, fully automatic is the only sustainable option. African and South Asian plants often start mostly automatic, upgrading modules in years 3-4.
Why Manufacturers Choose Us for Their Pringles Type Compound Chips Line
Five core capabilities set us apart for 10-15 year capital decisions, proven by technical evidence from dozens of commissioned projects.
1. 15+ Years Field Commissioning
We have delivered 40+ compound chips lines across 22 countries including the UK, Germany, Egypt, Saudi Arabia, Indonesia, Vietnam, India, and Mexico. Every line is commissioned by our engineers on-site for 4-6 weeks, ensuring smooth startup and operator training.
2. Process Engineering Beyond Equipment Supply
Each project includes raw material spec packet (potato flake grade, starch ratio), dough hydration SOP, seasoning matrix, oil filtration protocol, and shelf-life validation plan. These ensure BRCGS Issue 9 and IFS Food export compliance.
3. Multi-Fuel Flexibility for Emerging Markets
External gas heat exchangers run on natural gas, LPG, or diesel without hardware change. UK and EU projects use natural gas, while MENA and Africa often switch fuels seasonally for cost optimization.
4. Inline Filtration That Triples Oil Life
Dual-redundant coarse filter plus inline fine filter is standard on all fryers above 500 kg/h. On a 3000 kg/h line, this saves USD 180,000-240,000 annually in oil costs and maintains exportable chip quality.
5. Upgrade-Path Layout Design
All layouts reserve footprint and utility taps for future modules. Upgrades can be installed into reserved bays, reducing downtime and avoiding costly scrapping of original lines.
Plant Layout and Utility Requirements for a Pringles Type Compound Chips Line
Locking in equipment before finalizing layout, utility loads, and civil tolerances is a costly mistake. Workshops may end up 15% undersized, impacting hygiene zoning and throughput.
Workshop Layout Principles
- One-way material flow: Raw ingredients enter dirty zone, progress through wet zone (mix/sheet/cut), hot zone (fry), and clean zone (cool/pack). No backtracking.
- Clean/dirty zoning: Separate staff uniforms, entry doors, and break rooms. Enables BRCGS and IFS audits to pass first time.
- Overhead utilities: Steam, air, water, and power run above equipment; floor drains pitched 1.5-2% toward collection points.
Utility Load Reference for 1000 kg per h Frozen Line
| Utility | Demand | Notes |
|---|---|---|
| Installed electrical | 180-220 kW | 380V/50Hz, 3-phase + N |
| Natural gas | 95-120 m3/h | Gas-fired fryer and steam boiler |
| Process water | 14-18 m3/h | Soft, <=200 ppm hardness |
| Saturated steam | 1.5-2.0 t/h | 0.7-0.8 MPa from 2 t boiler |
| Compressed air | 1.5-2.0 m3/min | 0.6 MPa, dry, oil-free |
| Refrigeration load | 180-220 kW | For finished chip cooling, ammonia or freon |
| Wastewater | 12-15 m3/h | BOD 1800-2400 mg/L, requires pre-treatment |
For 3000 kg/h industrial lines, scale utilities linearly: 350 kW electrical, 280 m3/h gas, 40 m3/h water, 4 t/h steam, and 2000-2500 m2 footprint.
Quality, Food Safety, and Certifications
Compound chips are globally traded and require documented food-safety compliance. EU retail, US foodservice, GCC supermarkets, and African export procurement all demand certified lines and traceable production records.
Certification Stack
- HACCP: Mandatory worldwide
- ISO 22000: Quality management system framework
- BRCGS Food Safety Issue 9: UK and most EU private-label retailers
- IFS Food: German, French, Italian retailers
- FDA 21 CFR 117: US market compliance
- GCC Halal Compliance: Middle East markets
- EAC TR CU 021/2011: Russia, Belarus, Kazakhstan, EAEU
Line carries CE marking and PED 2014/68/EU compliance for pressurized components.
Six Critical Quality Control Points (KQCPs)
KQCP-1 Dough moisture control: Target 40-45% dough moisture for optimal sheeting and frying. Inline moisture meter and batch log required.
KQCP-2 Sheet thickness validation: +/-0.1 mm tolerance, measured every 30 minutes, prevents breakage and ensures stacking.
KQCP-3 Seasoning dosing accuracy: 3-5% by weight, validated by gravimetric check every 1000 kg batch.
KQCP-4 Acrylamide control: EU Regulation 2017/2158. Hold frying temperature <=175 deg C, validate <500 microgram/kg by quarterly lab test.
KQCP-5 Frying oil TPM: Test daily; replace before TPM exceeds 24%. Inline filtration maintains TPM at 12-16% for 12-15 days.
KQCP-6 Finished chip moisture: Target 1.5-2.0% at pack, validated by moisture analyzer, for 8-12 month shelf life.
For compound chips, BRCGS Issue 9 documentation includes batch allergen logs, seasoning supplier audits, and acrylamide trend data. Export lines require full traceability and metal detector challenge test records for each lot.
Real-World Project Cases We Have Delivered
Below are three representative Pringles Type Compound Chips Line projects, anonymized but with technical and commercial details preserved.
West Africa 2000 kg per h Compound Chips Line, Lagos (Commissioned 2022)

- Customer: Regional snack brand expanding into stackable chips for the first time.
- Challenge: Unreliable natural gas supply and strict BRCGS audit deadline.
- Solution:
- Multi-fuel external heat exchanger (natural gas/diesel switch)
- Full SCADA automation with remote monitoring for BRCGS compliance
- Inline oil filtration and nitrogen-flush packing for shelf life
- Outcome:
- 99.3% first-pass yield with <1% export rejection rate
- Achieved 12-month shelf life and USD 210,000 annual oil savings
- Key Lesson: Fuel flexibility and inline filtration are critical for West African OpEx control.
Southeast Asia 1000 kg per h Compound Chips Line, Jakarta (Commissioned 2021)
- Customer: Family-owned snack foods group targeting modern retail and quick-service exports.
- Challenge: Maintaining consistent sheet thickness and seasoning dosing across multi-SKU production.
- Solution:
- Multi-roll laminator with automatic thickness feedback
- Modular die and drum quick-change for flavor/shape agility
- Batch allergen logs and metal detection for IFS Food compliance
- Outcome:
- +/-0.08 mm sheet thickness variance over 30-day audit window
- Zero export rejects and IFS Food audit passed first time
- Key Lesson: Modular equipment and automation are essential for export-grade consistency and flexibility.
South Asia 3000 kg per h Compound Chips Line, Mumbai (Commissioned 2023)
- Customer: National snack conglomerate scaling up to supply GCC and EU markets.
- Challenge: Achieving EU Regulation 2017/2158 acrylamide limits and BRCGS documentation.
- Solution:
- Short-time fryer with PID control and inline moisture monitoring
- Full batch traceability and three-year acrylamide trend reporting
- Upgrade-path layout with reserved bays for future capacity
- Outcome:
- 24% EBITDA margin and 99.7% export batch acceptance
- Passed BRCGS Issue 9 and EU 2017/2158 audits in year one
- Key Lesson: Documentation and process control are as important as equipment for export market success.
CapEx, OpEx, and ROI Math for a Pringles Type Compound Chips Line
A transparent investment model for a 1000 kg/h fully automatic Pringles Type Compound Chips Line is based on real project costs in the UK and EU.
CapEx Breakdown
| Item | % of Total | Notes |
|---|---|---|
| Process equipment | 60% | EXW basis |
| Civil works and foundations | 12-15% | Greenfield vs brownfield |
| Utility build-out | 8-10% | Boiler, transformer, refrigeration |
| Installation and commissioning | 7-9% | Our engineers on-site 4-6 weeks |
| Spare parts (Year 1) | 4-5% | Belts, bearings, filters |
| Operator training | 1-2% | 2-3 weeks, language-specific |
| Contingency | 5-8% | Recommended buffer |
1000 kg/h total project CapEx typically lands USD 580,000-850,000, with equipment alone USD 380k-520k EXW.
OpEx Structure
| OpEx Category | % of Revenue | Notes |
|---|---|---|
| Raw potato flake/starch | 38-42% | ~USD 0.40/kg, 50% yield |
| Frying oil | 8-11% | Palm/sunflower, 12-15 day oil life |
| Energy (gas + electric) | 6-9% | Lower if grid is cheap |
| Direct labor | 4-7% | UK/EU rates |
| Packaging materials | 5-7% | Bags, cartons |
| Maintenance and spares | 2-3% | After Year 1 |
| Other (water, treatment, QC) | 2-3% | – |
ROI Illustration
1000 kg/h x 14 hr/day x 300 days = 4200 tonnes finished chips/year, wholesale USD 1.30-1.50/kg, revenue USD 5.5-6.3 million, EBITDA margin 22-28%, payback 24-32 months including civil works, equipment payback 18-24 months. These assume optimized line and stable supply contracts.
For UK and EU: energy cost pressure drives labor automation and long oil life. For Africa: diesel surcharge adds 2-3 points to energy. For Southeast Asia: palm oil and labor compress OpEx by 3-4 points. For fully-automatic industrial: labor compresses to 3-4%, maintenance rises to 3-4%. For coated chips: seasoning adds 4-6 points, offset by premium pricing.
Frequently Asked Questions About Pringles Type Compound Chips Line
How is a French fries line different from a potato chips line?
70% overlap in peeling, washing, and packaging, but cutting (strip vs slice), blanching (two-stage vs single), frying (50-140 sec vs 3-3.5 min), and freezing (IQF vs immediate seasoning) are entirely different. Combined line adds 15-20% to CapEx.
What is the typical investment range?
Total project cost ranges from USD 280k for a 200 kg/h plant to over USD 5M for a 3000 kg/h industrial export facility. Equipment alone is typically 60-65% of total CapEx.
What is the smallest viable capacity?
100 kg/h finished output is the practical floor for a frozen plant. Below this, fixed costs (refrigeration, packaging, QC lab) do not amortize favorably. For fresh-cut, 50 kg/h is workable.
Can the line produce both fresh and frozen fries?
Yes, fresh fries skip the IQF tunnel and pack into chilled cartons after par-frying. The same line switches format with a 30-45 minute changeover, using modular equipment design.
What potato varieties work best?
Russet Burbank (US/Canada), Innovator (EU), Shepody, Lady Claire, and Markies are preferred. Target 20%+ dry matter and reducing sugar <0.4% for consistent chip quality and color.
What is the project lead time?
Manufacturing is 10-14 weeks, sea shipment 4-6 weeks, installation and training 8-10 weeks. Total project timeline is 24-28 weeks from contract to commercial production.
What certifications are required for export?
For EU: HACCP plus BRCGS or IFS and EU 2017/2158 acrylamide compliance. For US: FDA 21 CFR 117 plus GFSI-recognized scheme. Halal and kosher are market-specific.
What is the typical ROI window?
At 14 hr/day x 300 days, producing ~4200 tonnes/year at USD 1.30-1.50/kg wholesale, EBITDA margin is 22-28%, equipment payback 18-24 months, and total project payback 24-32 months.